Leave Your Message
Engineered solutions purpose-built for concrete slab construction in chemical pipeline corridors and storage tank foundations — combining unmatched chemical resistance with structural performance.


In the chemical processing, petrochemical, and industrial storage sectors, the structural foundation beneath pipelines and storage tanks is far more than a passive support element. Concrete slabs in these environments must withstand a uniquely hostile combination of forces: continuous mechanical loading from heavy equipment and fluid-filled vessels, aggressive chemical exposure from leaks and spills, thermal cycling from process temperatures, and the long-term stresses of ground settlement. A failure in the slab system can trigger catastrophic consequences — pipeline ruptures, tank collapses, environmental contamination, and costly facility shutdowns.
Traditional reinforced concrete using conventional steel rebar has long served as the industry standard. However, the corrosive nature of chemical environments accelerates steel corrosion, leading to concrete spalling, structural degradation, and dramatically shortened service life. This reality has driven engineers and facility managers to seek advanced reinforcement materials that can match the performance demands of modern chemical infrastructure without the vulnerability to corrosion.
🔬 Key Insight: Basalt fiber reinforcement for concrete slabs offers tensile strength up to 4,840 MPa — approximately 2.5× that of conventional steel — while delivering complete immunity to chemical corrosion, making it the material of choice for chemical pipeline corridors and storage tank foundations worldwide.
The global chemical industry operates thousands of facilities requiring specialized concrete slab infrastructure. From pharmaceutical manufacturing plants and fertilizer storage complexes to petrochemical refineries and wastewater treatment facilities, the demand for durable, chemically resistant concrete slab construction is growing at an accelerating pace.
Market research indicates that the global fiber-reinforced concrete market is projected to exceed USD 3.8 billion by 2028, with industrial chemical applications representing one of the fastest-growing segments. Regulatory pressure around environmental protection, stricter safety codes for hazardous material storage, and the increasing age of existing infrastructure are all driving investment in upgraded slab construction technologies.
In regions such as North America, Western Europe, and the rapidly industrializing economies of Southeast Asia and the Middle East, chemical plant operators are increasingly specifying basalt fiber reinforcement as a direct replacement for steel rebar and conventional fiber systems in new construction and rehabilitation projects. The total cost of ownership advantage — driven by dramatically reduced maintenance, longer replacement cycles, and elimination of corrosion-related failures — is compelling facilities managers and procurement teams to make the switch.
Basalt fiber reinforcement delivers measurable advantages in chemical pipeline and storage tank slab applications.
Six engineering properties that define why basalt fiber outperforms conventional materials in the harshest chemical environments.
Basalt fiber exhibits outstanding resistance to acids, alkalis, solvents, and hydrocarbons — the precise chemicals encountered in pipeline corridors and tank bund areas. Unlike steel, it does not corrode when exposed to chloride-laden groundwater or process chemical spills.
With tensile strength reaching 4,840 MPa, basalt fiber reinforcement provides concrete slabs with the load-bearing capacity required to support heavy storage tanks, pipe racks, and vehicular traffic in industrial facilities without compromise.
Basalt fiber maintains structural integrity across a wide temperature range from -260°C to +700°C, making it ideal for slab applications near high-temperature pipelines, steam distribution systems, and heated storage vessels in chemical plants.
At approximately one-quarter the weight of steel, basalt fiber reinforcement reduces dead loads on foundations, simplifies logistics on congested industrial sites, and lowers installation costs — without sacrificing structural performance.
Critical for facilities handling electrolytic processes or operating near sensitive electronic monitoring equipment, basalt fiber is electrically non-conductive and non-magnetic — eliminating interference and stray current corrosion risks entirely.
Produced from natural volcanic basalt rock without chemical additives, basalt fiber is an environmentally responsible choice. Its extended service life reduces the frequency of concrete demolition and reconstruction, lowering the carbon footprint of chemical infrastructure over its full lifecycle.
How basalt fiber reinforced concrete slabs solve real engineering challenges across chemical industry sub-sectors.
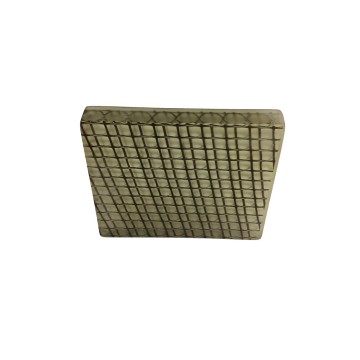
Underground and above-grade pipeline support slabs in chemical plants are continuously exposed to spilled acids, alkalis, and process fluids. Basalt fiber reinforced concrete slabs maintain structural integrity in these environments for decades, while conventional steel-reinforced slabs typically require replacement within 10–15 years due to corrosion-induced spalling. Basalt fiber chopped strands and mesh are embedded directly into the concrete matrix, providing three-dimensional crack control and dramatically improving chemical penetration resistance.
The concrete slab forming the base of a secondary containment bund around chemical storage tanks must resist both the hydrostatic pressure of a full tank spillage and the aggressive chemical nature of the stored product. Basalt fiber reinforcement provides the crack-bridging capacity to maintain containment integrity under these extreme conditions, meeting the stringent requirements of ATEX, EPA, and EN 1825 standards for hazardous material containment.
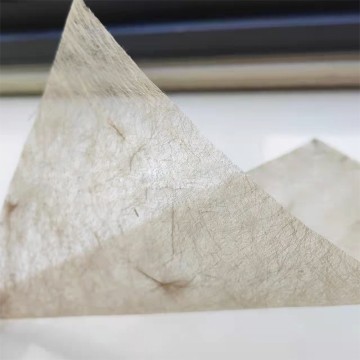
Process areas in petroleum refineries experience simultaneous exposure to hydrocarbons, H2S, sulfuric acid, and thermal cycling. Traditional epoxy-coated steel-reinforced floors delaminate and corrode within years. Basalt fiber reinforced concrete floors — often combined with basalt fiber surface tissue mats for an additional protective layer — provide a seamless, chemically impermeable surface system with service lives exceeding 50 years, substantially reducing maintenance shutdowns.
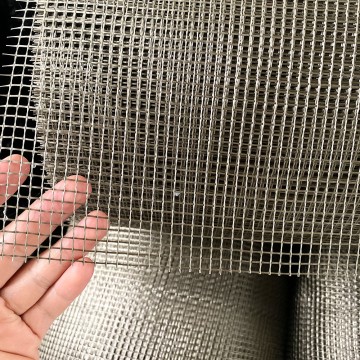
Aeration tanks, clarifiers, and chemical dosing areas in wastewater treatment facilities present a particularly aggressive environment combining biological activity, chlorine, and fluctuating pH levels. Basalt fiber reinforced concrete slabs and wall panels in these applications eliminate the corrosion-driven maintenance costs that have historically made wastewater infrastructure among the most expensive civil assets to maintain. Basalt fiber geogrid mesh provides additional tensile reinforcement for large-format slab panels spanning over aeration chambers.
The pharmaceutical sector demands not only chemical resistance but also cleanroom-compatible construction. Basalt fiber reinforced concrete slabs provide the smooth, non-porous base required for hygienic flooring systems, while the absence of metallic reinforcement eliminates rust staining and contamination risks in GMP-regulated production areas. The dimensional stability of basalt fiber also prevents micro-cracking that could harbor microbial growth.
Marine chemical terminal jetties and tank farm foundations face the combined assault of seawater chlorides, industrial chemicals, and wave loading. Basalt fiber reinforcement is inherently immune to chloride-induced corrosion — the single largest cause of deterioration in marine concrete structures — making it the engineered choice for offshore chemical infrastructure where maintenance access is costly and structural failure has severe environmental consequences.
The evolution of concrete slab construction technology for chemical infrastructure is accelerating on multiple fronts.
Next-generation chemical plant slabs are incorporating embedded fiber optic sensors alongside basalt fiber reinforcement, enabling real-time structural health monitoring of pipeline support slabs and tank foundations. This IoT-enabled approach allows predictive maintenance before micro-cracks propagate to critical failure points, fundamentally changing the economics of chemical infrastructure management.
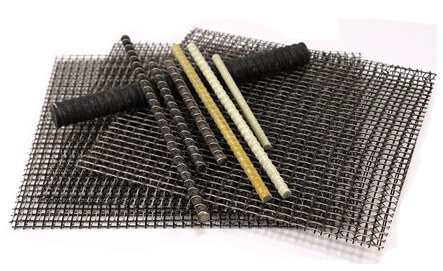
Research institutions and leading contractors are developing hybrid reinforcement systems combining basalt fiber rebar for primary structural reinforcement with basalt fiber chopped strands distributed throughout the concrete matrix for crack control, and basalt fiber surface tissue for chemical barrier performance. This multi-layer approach optimizes performance at each structural level while maintaining cost competitiveness with conventional systems.
International standards bodies including ASTM, ISO, and EN are actively developing updated standards specifically addressing basalt fiber reinforced concrete in chemical and industrial environments. As these standards are finalized, specification barriers to adoption are falling rapidly, accelerating the transition from pilot projects to mainstream specification in chemical plant construction globally.







Explore our most specified basalt fiber products for chemical infrastructure and industrial construction applications.
Unveiling the infinite potential of basalt fiber across construction, petrochemicals, aerospace, and beyond.
 Aerospace
Aerospace
 Concrete
Concrete
 Automotive
Automotive
 Bridge Pier
Bridge Pier
 Petrochemicals
Petrochemicals
 Marine
Marine
Our basalt products have diverse applications in the field of house construction. Basalt fiber reinforcement is used in foundations, floor slabs, retaining walls, and structural columns, providing superior crack resistance and extended service life compared to conventional steel reinforcement systems.
In the aerospace field, basalt fibers are ideal for manufacturing aircraft wings and engine components. The combination of high strength-to-weight ratio and thermal stability makes basalt fiber composites increasingly attractive for structural aviation applications.
Through fine process control and surface treatment technologies, the research team has made it possible to use basalt fibers in the manufacture of spacecraft shell materials, thermal protection systems, and high-temperature-resistant components of aircraft engines.
Basalt-added concrete offers a number of advantages in engineering projects, including increased strength and durability, increased crack resistance, improved chemical resistance, and improved workability. In chemical pipeline and storage tank slab applications, basalt fiber reinforced concrete delivers performance that steel simply cannot match in corrosive environments.
Facing the trend of lightweight automobile materials, the company has repeatedly conducted tests during the research and development of basalt fiber composites, and realized the wide application of basalt fiber products in the automobile field — from body panels to underbody protection systems.
Basalt's high strength, durability, and protective properties make it ideal for protecting bridge abutment structures from vehicle collisions, fire, corrosion, and the natural environment. Basalt fiber wrapped pier columns provide seismic retrofitting and corrosion protection simultaneously.
The corrosion resistance of basalt fiber gives it a unique advantage in the petrochemical field. From pipeline support slabs to storage tank foundations, secondary containment bunds, and process area flooring systems, basalt fiber reinforced concrete is transforming the durability and safety profile of petrochemical infrastructure globally.
Basalt fiber as a high-performance fiber, made of composite materials with lightweight, high strength, can be designed for corrosion resistance, acid and alkali resistance. Marine applications include hull reinforcement, offshore platform decking, and coastal chemical terminal structures exposed to seawater and industrial chemicals simultaneously.

China Beihai is founded in 2015 and located in Jiujiang, Jiangxi Province. China Beihai is a high-tech enterprise focusing on the research, development, production and sales of high-performance basalt continuous fiber and its production equipment manufacturing, as well as a leading enterprise in the domestic basalt fiber industry.
Our products are engineered to meet the most demanding requirements of chemical infrastructure construction, including concrete slab systems for chemical pipeline corridors, storage tank foundations, and industrial containment structures worldwide.
View More
At China Beihai group, we specialize in the production of a wide range of products including basalt fiber mat, basalt fiber roving, basalt fiber yarn, basalt fiber chopped strands, and basalt fiber products (Basalt Fiber rebar, basalt fiber sleeves and tape). Our products are designed to meet the diverse needs of various industries, providing high-quality solutions for our customers.

At China Beihai group, we are dedicated to the production of a wide array of basalt-based products, ranging from basalt fiber mat, fabric, and roving to chopped strand and specialized construction materials. Our focus is on delivering high-quality, sustainable solutions for industries such as construction, geotechnical engineering, and manufacturing.

Choosing to work with China Beihai means working with a leading manufacturer of basalt products. Our commitment to quality, innovation and sustainability sets us apart, ensuring our customers receive best-in-class solutions for their diverse needs. When you partner with China Beihai, you can trust that you are working with a reliable and forward-thinking supplier for all your basalt product needs.
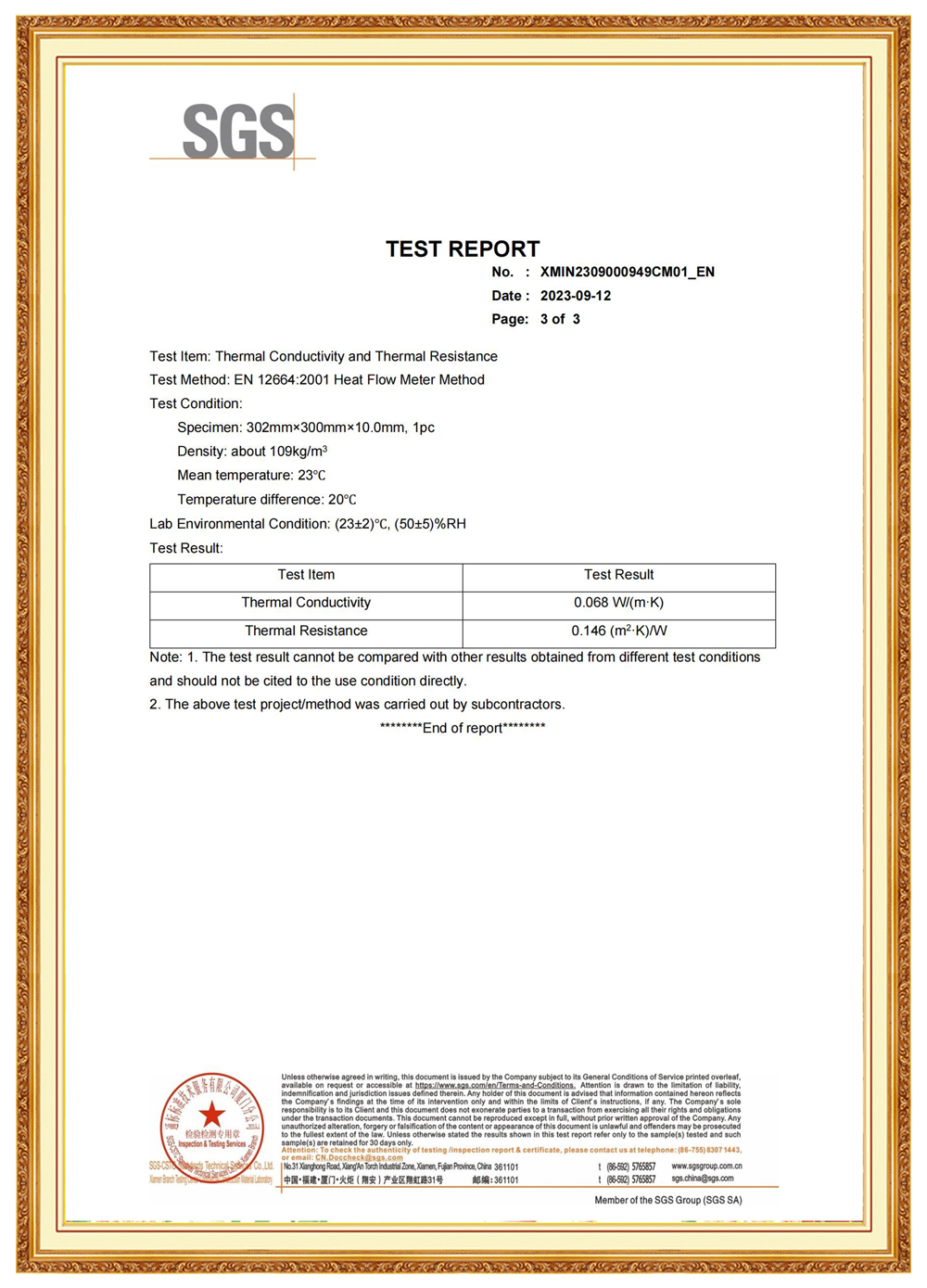
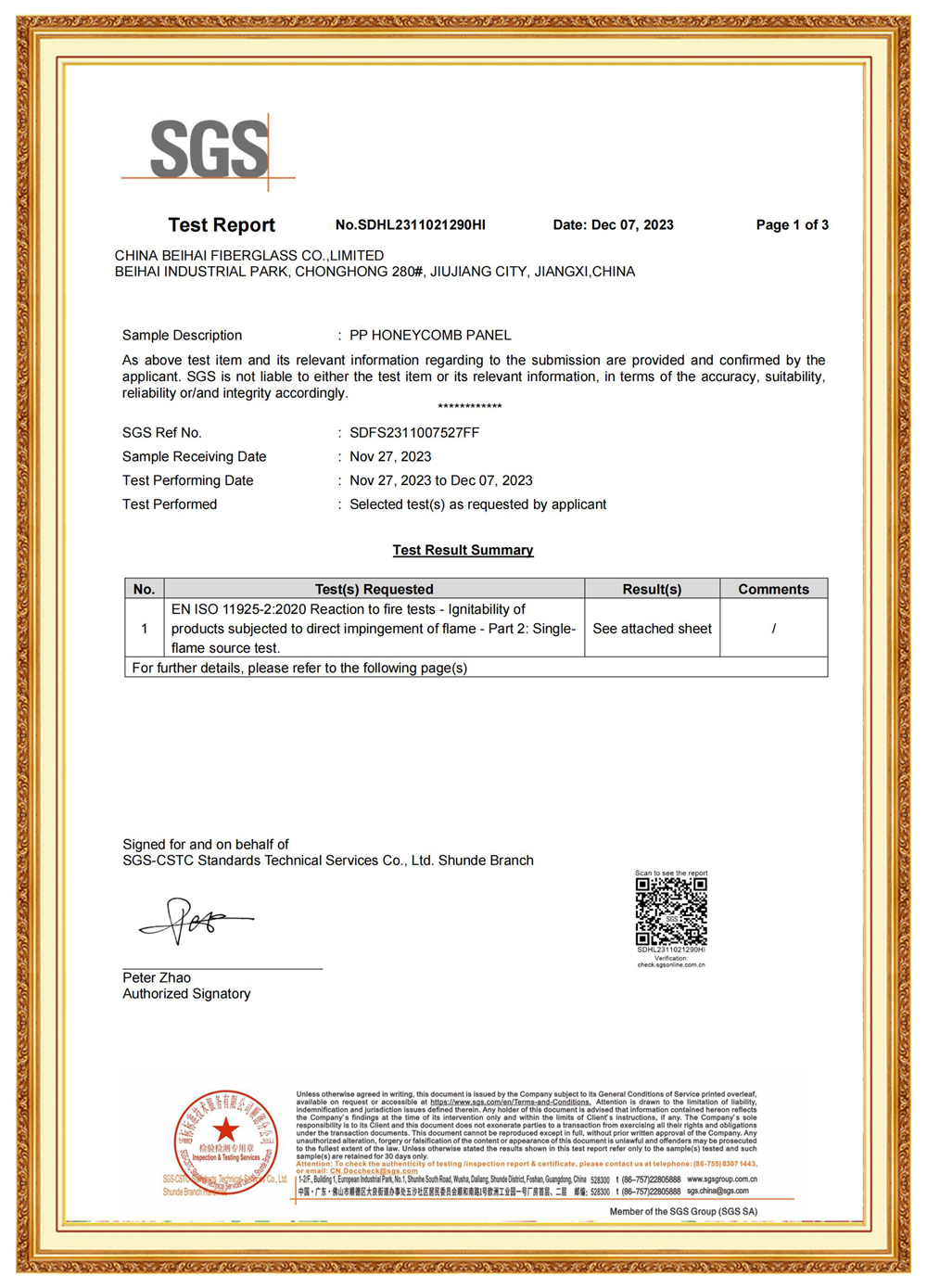
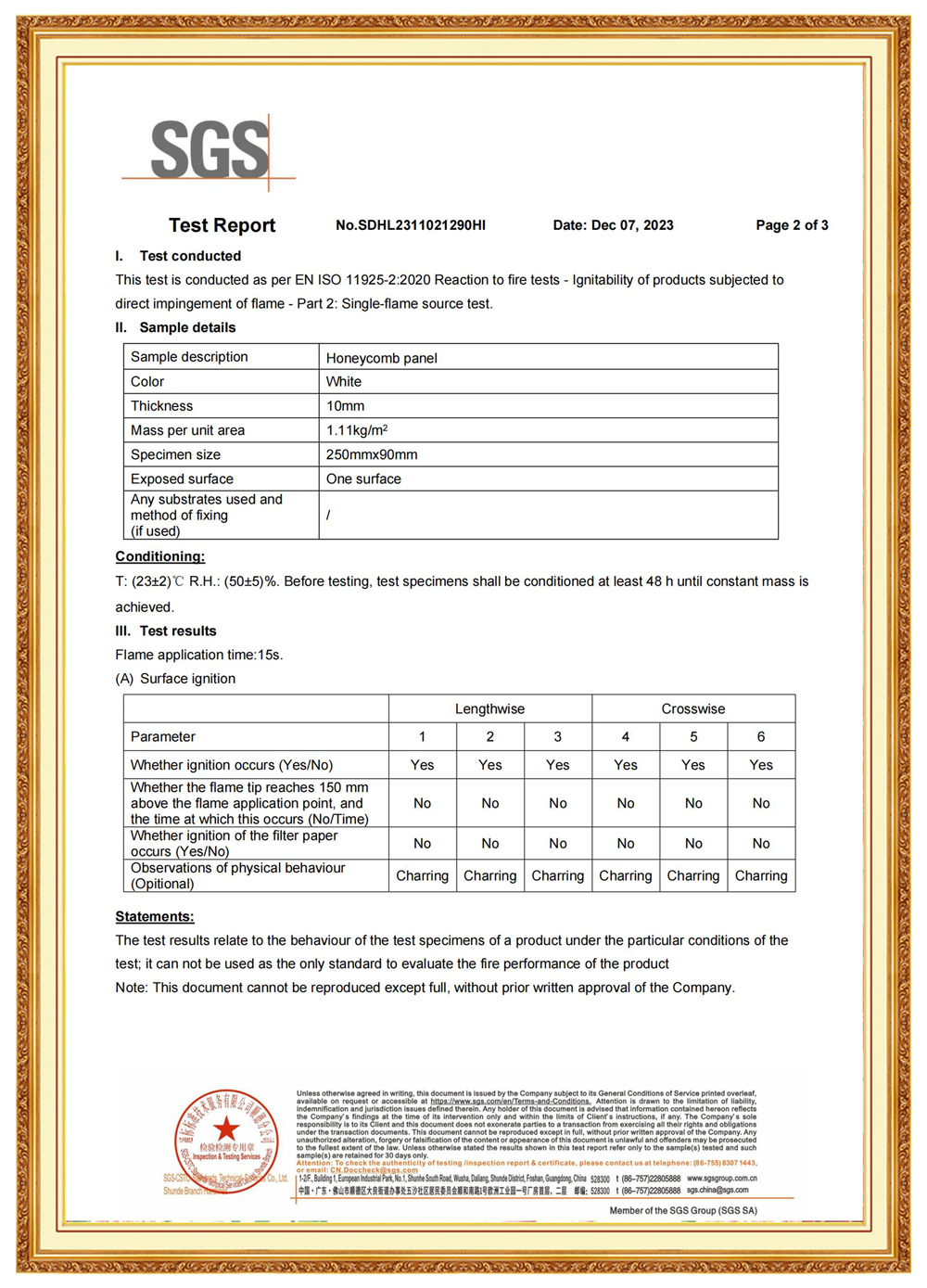
Internationally recognized quality certifications backing our basalt fiber products for chemical infrastructure applications.





As drones slice through the sky to monitor wildfires, and intelligent robots execute repetitive tasks with precision on the factory floor, the efficient operation of this smart equipment is often underpinned by a "hardcore support" that is easily overlooked: a novel material derived from volcanic rock — basalt fiber. Though unassuming in appearance, its unique properties have made it the key to unlocking the performance limits of drones and robots, quietly driving a materials revolution within the realm of intelligent equipment.

Basalt fiber is an inorganic fibrous material produced by drawing strands from natural basalt ore after it has been melted at high temperatures. It has garnered widespread attention for its exceptional physicochemical properties — particularly its performance in high-temperature environments.

Recently, with the successful realization of major applications — such as the Chang'e-6 lunar exploration mission and the world's first deep-sea basalt fiber aquaculture platform — basalt fiber is rapidly accelerating its transformation from a laboratory research outcome into a strategic new material with tangible industrial productivity.
Explore our full portfolio of basalt fiber reinforcement solutions engineered for concrete slab construction in chemical pipeline and storage tank applications.